不要犹豫,花一分钟时间观看我们的阿拉善 本地 PE燃气管_七孔梅花管主推产品产品视频吧!您将发现更多令人赞叹的细节和优势,为您的购买决策提供有力参考。
以下是:阿拉善 本地 PE燃气管_七孔梅花管主推产品的图文介绍

润星电力管材有限公司 专业生产 阿拉善地埋穿线电缆保护管、。公司位于塑料管材产业园。公司秉承“顾客至上,锐意进取”的经营理念,坚持“客户优先”的原则为广大客户提供优质的服务。欢迎惠顾!主要产品有: 阿拉善地埋穿线电缆保护管、。 公司一贯坚持“质量至上,用户至上,优质服务,信守合同”的宗旨,竭诚与国内外商家双赢合作,共同发展,共创辉煌!


经考试合格后方可上岗操作。对于中断聚乙烯燃气管道连接6个月以上,再次上岗前也应经过考试和技术评定;当使用的设备变化时,应针对该设备操作要求进行专门培训。聚乙烯燃气管道施工前应制定施工方案,确定连接方法、连接条件、焊接设备及工具、操作规范、焊接参数、操作者的技术水平要求和质量控制方法。直径在90mm以上的聚乙烯燃气管材、管件连接可采用热熔对接连接或电熔连接;对于直径小于90mm的管材及管件宜使用电熔连接,以保证焊接质量。聚乙烯燃气管道和其他材质的管道、阀门、管路附件等连接应采用法兰或钢塑过渡接头连接。不同级别、不同熔体流动速率的聚乙烯原料制造的管材或管件,不同标准尺寸比(SDR值)的聚乙烯燃气管道连接。
必须采用电熔连接。聚乙烯燃气管道连接宜在环境温度–5~45℃范围内进行。当环境温度低于–5℃或在大风条件下施工时,应采取防风保温措施,或按产品说明书的要求调整连接工艺,采取管端封堵或延长加热时间等措施。聚乙烯燃气管道连接前,应核对欲连接的管材、管件规格、压力等级是否正确;检查管材表面是否有磕、碰、划伤,如伤痕深度超过管材壁厚的10%,应局部予以切除后方可使用。聚乙烯燃气管材、管件存放处与施工现场温差较大时,连接前应将管材、管件在施工现场存放一定时间,使其温度和施工现场温度接近。聚乙烯燃气管道安装过程中,可对接头抽样,按管家现行标准《燃气用埋地聚乙烯管件》GB15558.《长期恒定内压下热塑性塑料管材耐破坏时间的测定方法》GB/T6111进行短静液压试验。
检验接头的可靠性;连接结束后,应进行外观质量检查,不合格的必须返工,并重新进行外观质量检查,直到合格为止。管材、管件从生产到使用之间的存放时间不宜超过1年。存放期限超过1年的管材、管件必须重新抽样检验合格后方可使用。(二)、聚乙烯燃气管道热熔连接热熔对接设备应满足以下条件。1)、热熔对接焊机的加热板板面温度应均匀,允许偏差为设定温度的±5℃,并定期检测板面实际温度。2)、热熔对接焊机的系统压力显示分度值不应大于0.1MPa,并定期予以校核。3)、机架上活动夹具的移动速度应均匀、平稳。热熔对接应符合以下规定。1)、每次进行热熔连接前,应清除管端内外的污物和加热板表面的附着物;2)、管材管件连接时应对正。



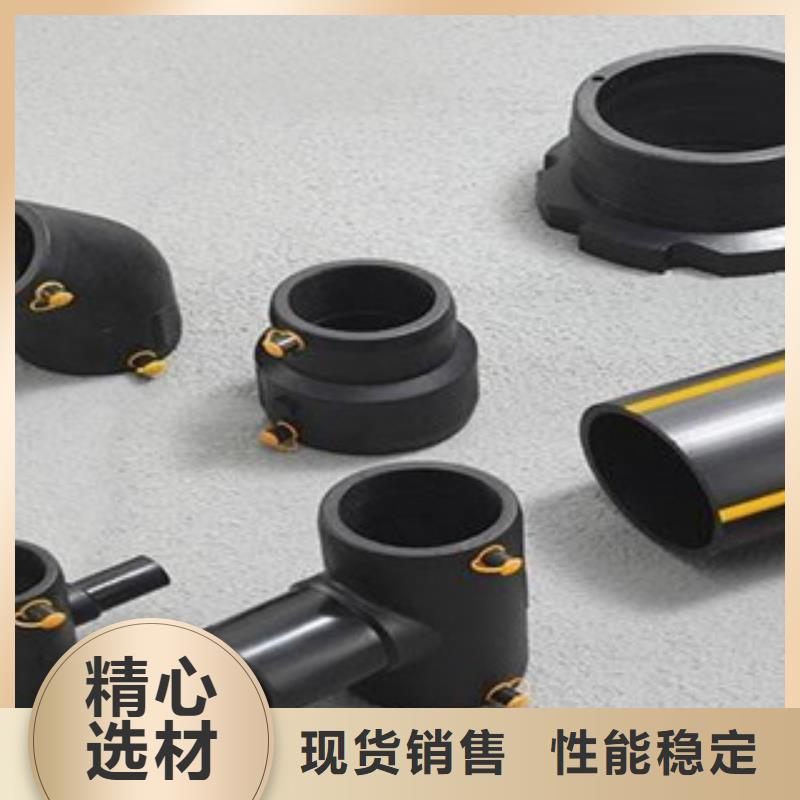
PE燃气管厂家热熔对接应采用同厂家、同材质、同牌号的管材与管材,管材与管件之间,管件与管件之间连接。不同系列的聚乙烯管材不宜采用热熔对接连接。PE燃气管待连接件的段面应使用热熔对接连接工具加热。不同聚乙烯PE燃气管的管材、管件产品互焊时,宜通过机械加工使焊接处壁厚相同。PE燃气管管材、管件以及管道附件连接面上的污物应使用洁净棉布擦净,并铣削连接面,使其与轴线垂直,两待连接件的连接端应伸出焊机夹具一定自由长度,并校直两对应的待连接件,使其在同一轴线上。错边不宜大于壁厚的10%。热熔连接工具的温度控制应精确,加热面温度分布应均匀。
加热面结构符合焊接工艺要求。热熔连接前、后应使用洁净棉布擦净加热面上的污物。聚乙烯PE燃气管焊口质量检测方法:PE燃气管焊接接头质量检验分别为破坏性试验和非破坏性试验,在施工现场一般采用非破坏性试验。非破坏性试验主要手段是目测,也可以称为外观检查,主要标准如下:PE燃气管厂家焊口卷边应均匀、圆滑、饱满,两边卷边尺寸相近。PE燃气管焊缝平滑对称,卷边的高度、翻边的任一边高度差不大于0.1<它的壁厚。PE燃气管焊口切下的翻边不存在未融合、缺口、孔洞等缺陷,切边的管端错边不超过壁厚的10%。聚乙烯PE燃气管焊接时,每一个焊口应当有详细的焊接原始记录,焊接原始记录至少应当包括环境温度、焊工代码、焊口编号、管道规格类型、焊接压力、拖动压力、增压时间、加热板温度、切换时间、吸热时间、冷却时间等。
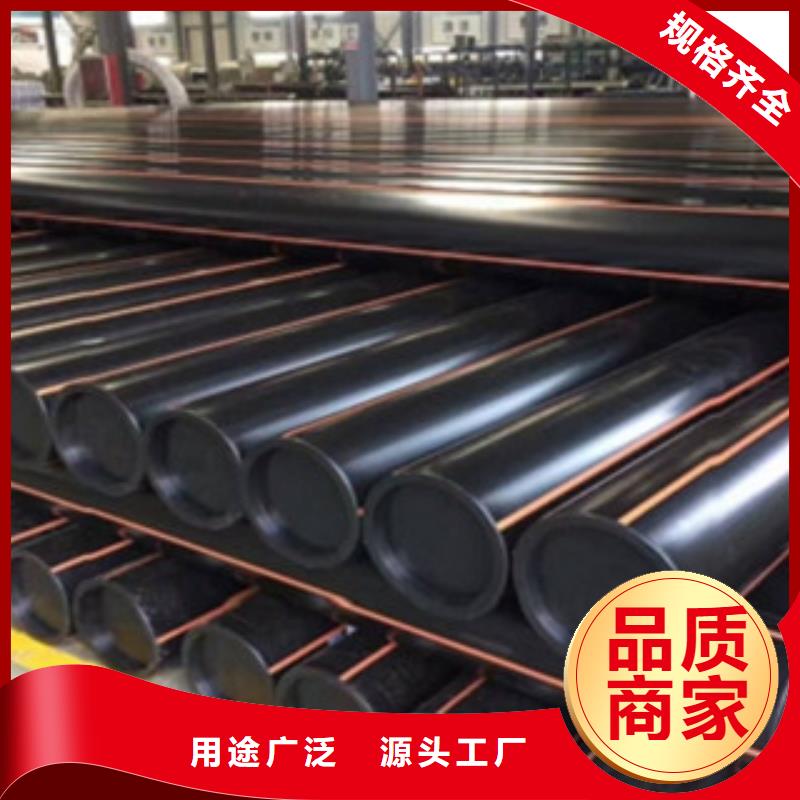
恒泰PE燃气管生产设备采用聚乙烯管材挤出生产线,采用进口性能优异的北欧化工新一代北星双峰燃气管道专用料。PE燃气管性能特点,耐腐蚀——PE为惰性材料可耐多种化学介质的侵蚀,无泄露——PE采用电热熔连接,其接口强度高于管材本体。PE燃气管断裂伸长率一般超过500%,对管基不均匀沉降的适应能力非常强,抗震性能优良。同时,生产线上设置有超声波扫描装置、米重测量控制系统、壁厚控制器等全自动电脑控制系统,在生产过程中对产品进行动态控制,确保每米管材的生产质量。PE燃气管厂家地上管路和管道井中的管路选用焊接,井下PE燃气管均选用法兰衔接。PE燃气管在安设前要进行防腐处理,地上管路和管道井中管路选用沥青防腐。

润星电力管材有限公司




 扫一扫
扫一扫