别再错过任何细节!花费一分钟观看<吉隆>(本地)镀锌管-DN100镀锌钢管生产厂家产品视频,让您的购买决策更加明智。
以下是:吉隆<吉隆>(本地)镀锌管-DN100镀锌钢管生产厂家的图文介绍
镀锌管-DN100镀锌钢管生产厂家")
镀锌管-DN100镀锌钢管生产厂家")
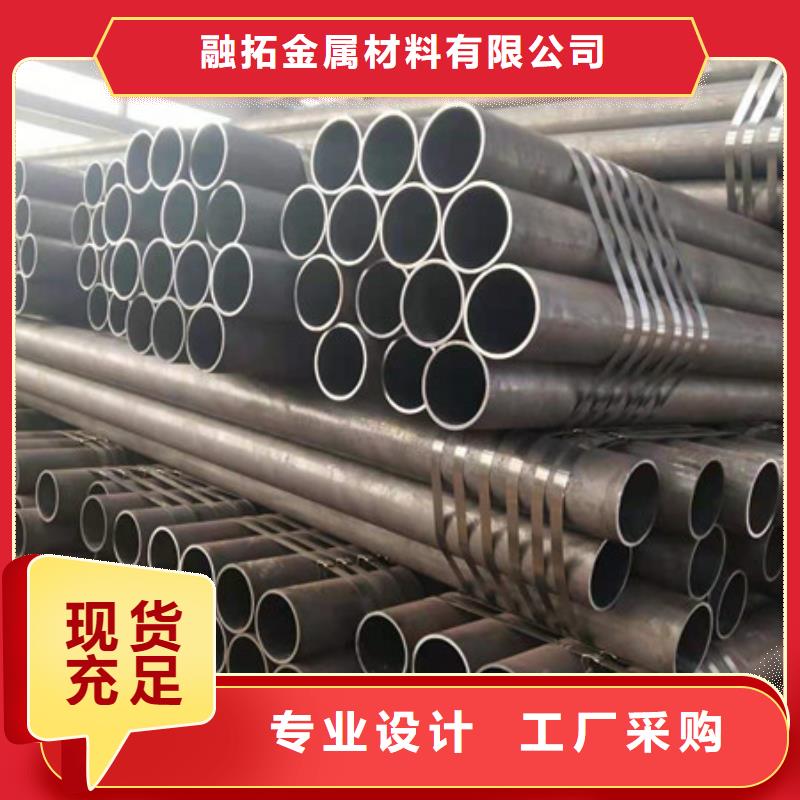
为提高钢管的耐腐蚀性能,对一般钢管进行镀锌。镀锌钢管分热镀锌和电镀锌两种,热镀锌镀锌层厚,电镀锌成本低,表面不是很光滑。吹氧焊管:用作炼钢吹氧用管,一般用小口径的焊接钢管,规格由3/8-2寸八种。用08、10、15、20或者195-Q235的钢带制作成的,为了防腐蚀,有的要进行有效渗铝处理。
老房子大部分是用的都是镀锌管,现在煤气、暖气用的那种铁管也是镀锌管,镀锌管作为水管,使用几年后,管内产生大量锈垢,流出的黄水不仅污染洁具,而且夹杂着不光滑内壁滋生的细菌,锈蚀造成水中重金属含量过高,严重危害人体的健康。六七十年代,国际上发达 开始开发新型管材,并陆续禁用镀锌管。中国建设部等四部委也发文明确从二000年起禁用镀锌管,目前新建小区的冷水管已经很少使用镀锌管了,有些小区的热水管使用的是镀锌管。
镀锌管-DN100镀锌钢管生产厂家")
镀锌管-DN100镀锌钢管生产厂家")
镀锌管-DN100镀锌钢管生产厂家")
融拓金属材料有限公司是一家集 20A无缝钢管、的研究、制造和销售为一体的股份制企业。我公司拥有一批专业的科技人才和技术人员,有丰厚的物质资源和人力资源,同时我公司又引进了一批高级管理人才和技术人才,使管理体系得到进一步完善,同时也加快了对新 20A无缝钢管、产品的开发和研制,增强了公司的整体实力,提高了我们公司的市场竞争力。
镀锌管-DN100镀锌钢管生产厂家")
镀锌管-DN100镀锌钢管生产厂家")
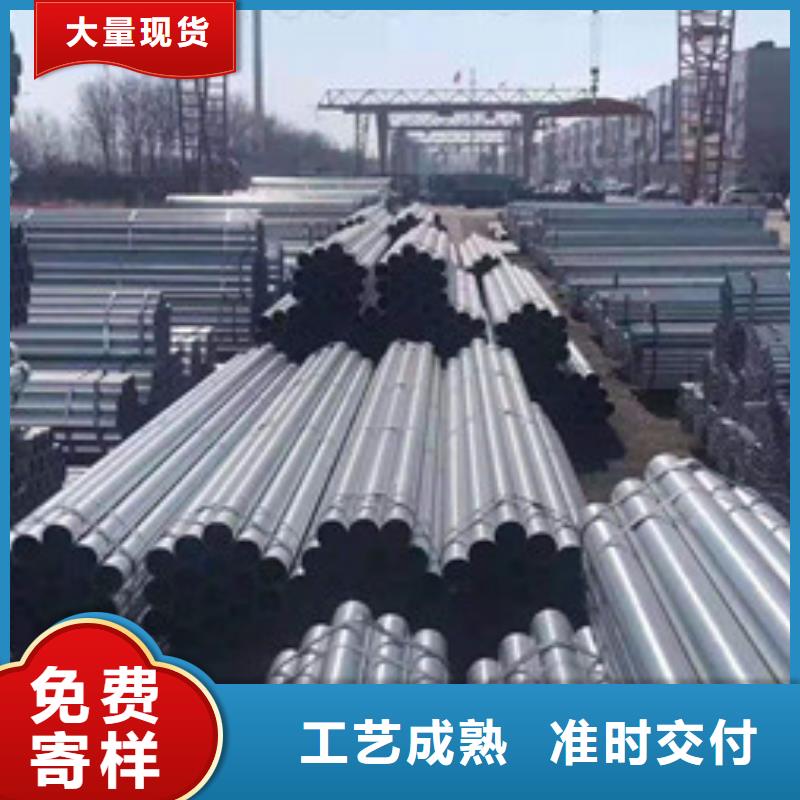
镀锌钢管 表面有热浸镀或电镀锌层的焊接钢管。镀锌可增加钢管的抗腐蚀能力,延长使用寿命。镀锌管的用途很广,除作输水、煤气、油等一般低压力流体的管线管外,还用作石油工业特别是海洋油田的油井管、输油管,化工焦化设备的油加热器、冷凝冷却器、煤馏洗油交换器用管,以及栈桥管桩、矿山坑道的支撑架用管等。
热镀锌管是使熔融金属与铁基体反应而产生合金层,从而使基体和镀层二者相结合。热镀锌是先将钢管进行酸洗,为了去除钢管表面的氧化铁,酸洗后,通过氯化铵或氯化锌水溶液或氯化铵和氯化锌混合水溶液槽中进行清洗,然后送入热浸镀槽中。热镀锌具有镀层均匀,附着力强,使用寿命长等优点。热镀锌钢管基体
镀锌管-DN100镀锌钢管生产厂家")
镀锌管-DN100镀锌钢管生产厂家")
镀锌管-DN100镀锌钢管生产厂家")
热镀锌方管是使熔化金属材料与铁常规反映而造成铝合金层,进而使常规和涂层二者紧密结合。热浸镀锌是先将无缝方管开展酸洗钝化,以便除去无缝方管表层的化合物,酸洗钝化后,根据氯铵或氯化锌溶液或氯铵和氯化锌混和溶液槽中开展清理,随后送进热浸镀槽中。热浸镀锌具备涂层匀称,粘合力强,使用期长等优势。热镀锌方管德无缝方管常规与熔化的镀液产生繁杂的物理学、化学变化,产生抗腐蚀的构造密不可分的锌一有色金属层。铝合金层与纯锌层、无缝方管常规融为一体。困穷抗腐蚀工作能力强。方方管,说白了就是说一种正方形管件,在当代家中工程建筑中是不可或缺的一种室内装修材料,在室内装修中的运用也十分普遍,那麼实际方方管有哪些特性和主要用途呢?方方管的评定方式 及其方方管的计算方法也是如何的呢?接下来小编就来为大伙儿实际详细介绍。
镀锌管-DN100镀锌钢管生产厂家")





 扫一扫
扫一扫