




 扫一扫
扫一扫

上海喷砂加工厂专业完善售后")
上海喷砂加工厂专业完善售后")
上海喷砂加工厂专业完善售后")
上海喷砂加工厂专业完善售后")
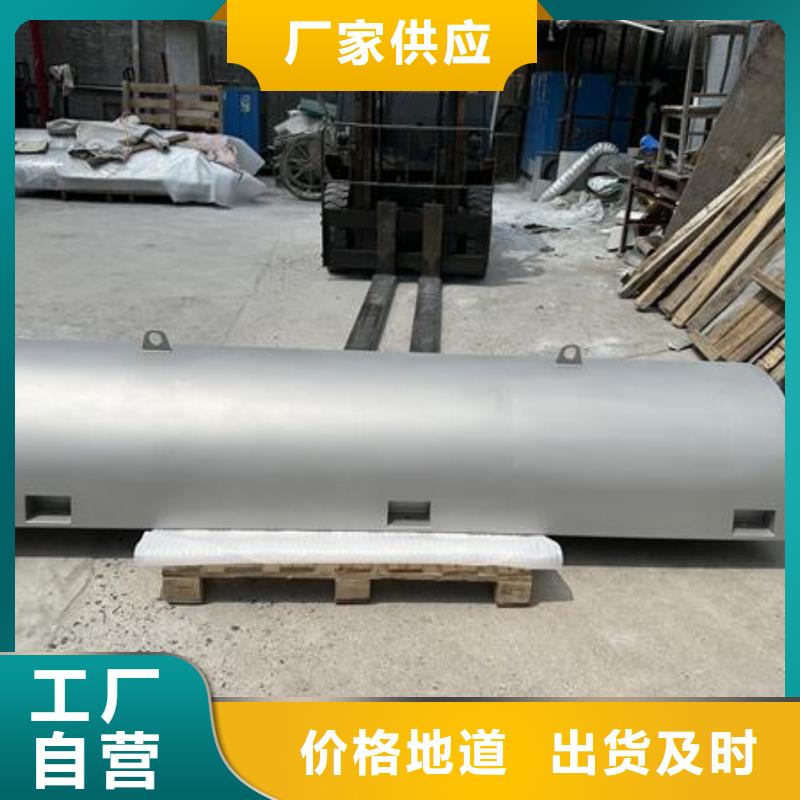
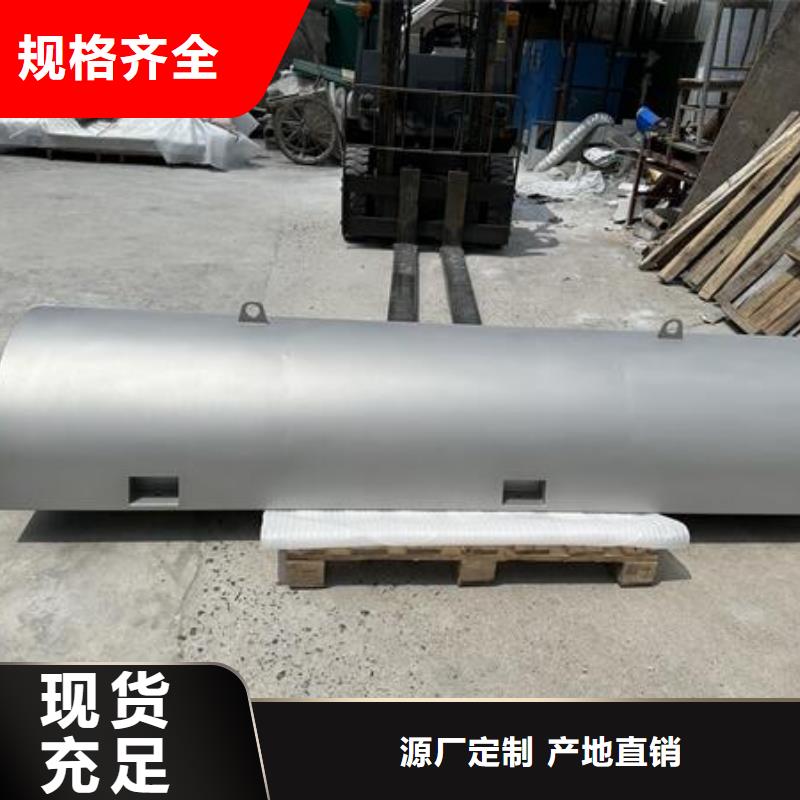
现公司有大量 玻璃喷砂加工、,将以优惠的价格,批零兼营的方式,为您提供快捷的服务,欢迎新老客户前来洽谈、电议。公司可为用户订做各种特殊规格,材质 玻璃喷砂加工、,交货及时,质量优,量大可以在厂直接发货。表面喷砂处理(元开)机械设备有限公司秉承:“顾客至上,锐意进取”的经营理念,坚持“客户为本”的原则为广大客户提供服务。我公司全体同仁衷心欢迎您到我公司参观指导洽谈业务。

表面喷砂处理(元开)机械设备有限公司
从事南平玻璃喷砂加工行业多年品质值得信赖
上海喷砂加工厂专业完善售后")
上海喷砂加工厂专业完善售后")
上海喷砂加工厂专业完善售后")
上海喷砂加工厂专业完善售后")
上海喷砂加工厂专业完善售后")


技术支持:cnwbgg.com